In order to achieve success with your outsourced manufactured goods, there must be cohesiveness between the manufacturer, Supplier, and the product developer, Customer. This would require a recognized leader with an ability to understand the challenges representing both entities.
In an ideal setting, the Project Manager (PM) would have a place at the table with the cross-functional group representing the Customer in the design of the product. That same individual would be involved directly with the leaders of the Supplier in the development of the manufacturing processes, in step with the roll-out of the design. In this role, as that of the conduit between both sides, the PM would also allow for the critical manufacturing input during the design phase of the product life cycle. From there, the reductions in cost and increased efficiencies’ discovered during the eventual process validations would be realized.
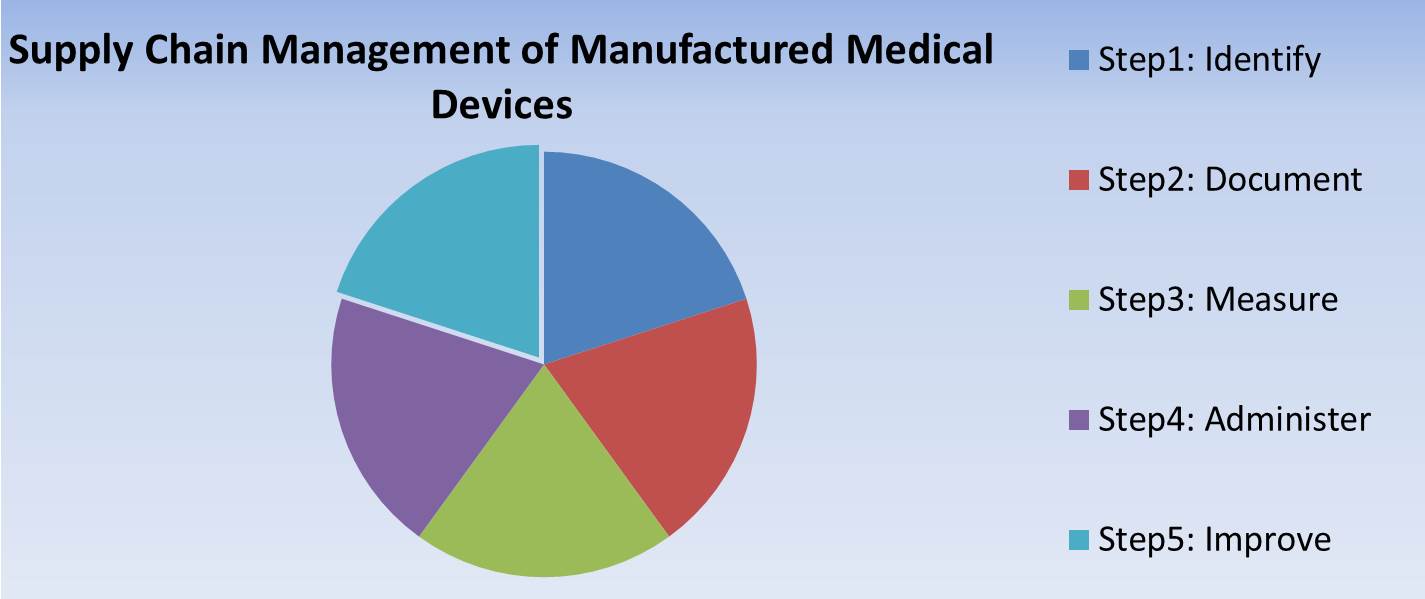
This paper will discuss the 5 steps required to accomplish all of this, while defining the role of the PM, whose role is instrumental in providing the tools & leadership in order to maximize the value of the Supplier in their partnership with the Customer; with the end goal of joint ownership in order to reach the vision of the Customers objectives.
Step 1: Identify
When considering a Supplier for a particular component or assembly, several factors need to be considered. For one, just what are the core competencies of the Supplier and what applicable deliverables have they provided that supports them? This is a critical area not only for sake of determining the level of expertise, but also in an effort to consolidate the supply chain.
Historically, blanket considerations such as price and delivery trumped everything else when it came to Supplier selection. While these certainly are factors, it’s every bit as important to consider the track record, primary processes, and what, if any, secondary processes are captured within their facility.
When it comes to the selection process, it’s also important to confirm that they’re, of course, ISO 13485 certified, but also that there are resources available for a New Project Initiative (NPI) in representing the cross-departmental interests on the part of the Supplier once the process development kicks off. The determination of the applicable Supplier for the desired deliverable is typically captured by category.
While there are exceptions where additional versatility exists, it’s been my experience that most Suppliers have their own specific area of expertise. This could include that of instruments, instruments originating from forgings, turned implants, and implant forgings, to name a few. This first step in the Supplier selection process in mating them to the deliverable is where the role of the Project Manager is most critical, as it’s this specific vetting out process where he or she brings the most value to the table.
Step 2. Document
Once the Supplier has been identified for assignment on specific components and/or assembly work, proper documentation must be gathered in order for manufacturing to begin on verification & validation runs. This would not preclude that of any prototype activity that could occur in parallel. At this stage, all existing Standard Operating Procedures (SOPs), Work Instructions (WIs), and data collection forms would be identified, as applicable, to the process being defined. Also, all equipment that comes into play will be introduced with their associated Installation Qualifications (IQs) and Preventative Maintenance (PMs) documentation.
At this time, it would also be necessary for the Project Manager and designated personnel from the Customer site to visit the Supplier’s facility in the interest of establishing the interpersonal relationships and to assess the site. This activity falls into a separate category than that of the existing objective where the Customer quality management representative routinely ensures that the Suppliers’ quality management system is compliant.
If the two project teams at both the Supplier and Customer job sites have not already been established, it’s critical that this also takes place at this time. Finally, once the above prerequisites are in place, the Project Manager will initiate the Process Operational Protocols (POQs), where applicable. This will become a collaborative effort on the part of both teams, with the signed off protocols required before the next phase of manufacturing deliverables are initiated.
Step 3. Measure
Now that the Supplier has qualified the equipment and associated documentation by way of a completed POQ manufacturing process, the results then must feed the report, which will in turn result in an approved document on the part of both the Supplier and Customer. This next step is most critical in establishing what we’re to quantify insofar as the Supplier’s ability to manufacture product accurately, efficiently, and ultimately effectively, from a cost perspective that benefits both sides in the relationship.
In assessing what critical features from which to measure within the process, once must factor in not necessarily the most critical to the design integrity, but rather which are most critical to the stability of the process. In other words, while measurable features with very little allowable tolerance are certainly to be considered, they’re not necessarily that difficult to maintain during manufacturing, depending on the physical nature of the feature. This is where the Project Manager is most influential, as the neutral party in attempting to work with both the Supplier and the Customer in coming to a compromise at times on what’s reasonable within the design intent.
It’s been my experience that this is a most critical stage in the project and one where you often need a “broker”, in order to ultimately reach a collaborative agreement. With the process measurable having been determined, a sample size for each deliverable as well the desired statistical reliability factor is established. With this information in mind, the next step would be to introduce the applicable Process Performance Protocols (PPQs). This would be led by the Project Manager, in taking on the key role while collaboratively working with both the Supplier and the Customer in drafting these documents for approval.
Finally, a key quality piece to this effort is to establish the methods of measurement for all feature parameters to be collected. This is essential as it’s often a missed ingredient until after the protocols have been written, which can lead to issues as selected process parameters can at times become very costly or inappropriate to measure.
Step 4. Administer
Once the collective team has reached this step, a major milestone has been accomplished. One can ascertain that with some deviations perhaps likely, that the Supplier selection, qualifying of the equipment, and process validations have led us to the launch of new product. This is a cause for celebration yes, but then on to the finalizing of the process and ultimately, the sustaining agenda in meeting our mutual long-term objectives.
Once the PPQs have been completed, the data must be captured and analyzed prior to the writing of the reports. Once the data has been analyzed, with an agreed upon method, the statistical targets are then determined as having been met with each process parameter or feature. This is reviewed on a case by case basis and will determine, based on the statistical capability, the sampling rate from which each feature is to be measured moving forward.
This is where you’ll likely see some deviations on the PPQ report, and that’s acceptable, as long as the features that didn’t hit the target of statistical reliability are measured with more frequency. While this may appear as though the PPQ objectives weren’t met, the exercise isn’t over, as with the next phase of our five step program you’ll see where the sustaining efforts lead us into the true fruit of cost saving initiatives.
We can now conclusively say, with a scheduled Gage R&R scheduled correlation between Supplier & Customer to support us, that the results are in, and the costs of the process as well as the lead times for both manufacturing & inspection have been captured.
Step 5. Improve
Our last phase in the process development is now one that leads us to cost saving endeavors. Once the results are in, the process costs can now be quantifiably be measured, which will in turn be held up against the profit margin. Armed with this information, it’s now mandatory that the Project Manager wrap up all lingering activities with the process validation and move on to galvanizing both sides in kicking off process improvement activities.
In spite of our best talent and efforts, there’s always room for improvement, and it’s not necessarily a negative reflection on the effectiveness of the new project team members. Now, with the same core team members or newly formed teams, often with less representation required, the Project Manager, in alignment with the Customer executive team cost savings objectives, will establish a new project scope in outlining the next set of deliverables. This will rely on determining scope based on targeted areas where there’s opportunity for cost savings. This will include process improvements by way of enhanced technology, targeted high frequency inspection points, and the potential for design improvements, where help could come in assisting us with this effort by the refining of the device once assessed during surgical cases.
Finally, a sustaining team should extend to the floor, where the most knowledge and precision in understanding the process exists with the operators. Once the teams have been assigned and the effort is underway, the goal is to lead ultimately to a Supplier/Customer relationship that is a partnership, one which leads to minimal inspection requirements, and a Kanban system in meeting the demand with diminished inventory on hand.
While this article may in fact only capture the headlined activity in summarizing the efforts required to pull off a product release from development into production, it does serve as a road map from which a successful project launch may originate. There is also an important emphasis on identifying the unique nature of the Project Manager, as one who bridges the gap that’s existed over time in combining the responsibilities of what has traditionally fallen to the Customer’s Purchasing Agent and Manufacturing Engineer.
In serving as the liaison between the Customer & Supplier representatives, the Project Manager’s focus will increase the likelihood that success with the launch will be achieved. With the proper commitment and the skill set required of the individual representing the Project Manager, this can only make for profitability and mutual admiration between both the Supplier and the Customer in building a long term relationship!
This deck was developed to support supply chain visioning and strategic diagnostics. It provides checklists of key questions to ask in formulating a supply chain strategy, core frameworks, tools and techniques that facilitate the strategic thinking process.
See also "Supply Chain Performance and [read more]
Do You Want to Implement Business Best Practices?
You can download in-depth presentations on Supply Chain Management and 100s of management topics from the FlevyPro Library. FlevyPro is trusted and utilized by 1000s of management consultants and corporate executives.
For even more best practices available on Flevy, have a look at our top 100 lists:
These best practices are of the same as those leveraged by top-tier management consulting firms, like McKinsey, BCG, Bain, and Accenture. Improve the growth and efficiency of your organization by utilizing these best practice frameworks, templates, and tools. Most were developed by seasoned executives and consultants with over 20+ years of experience.
Readers of This Article Are Interested in These Resources
Supply Chain "resilience" is the Supply Chain's ability to respond and recover quickly to potential disruptions. It can return to its original situation or grow by moving to a new, more desirable state in order to increase customer service, market share, and financial performance.
Resilience is [read more]
This document provides a collection of 100+ Key Performance Indicators (KPIs) related to the Supply Chain functions listed further below.
Keeping in mind that each organization is different, the enclosed KPIs are intended as a general reference and their relevance depends on the specific [read more]
The purpose of the 4 Stage Model is to provide a high-level qualitative assessment of an organizations practices and processes. The model aligns with the Supply Chain Council's SCOR model and is broken down into Plan, Source, Make and Deliver. Within each of these major processes are a series of [read more]
We are living in the Digital Age. For organizations to remain competitive, they must develop and execute robust Digital Transformation Strategies.
Organizations that have excelled in Digital Transformation distinguish themselves through their mastery of the 4 critical Business Ecosystems:
1. [read more]