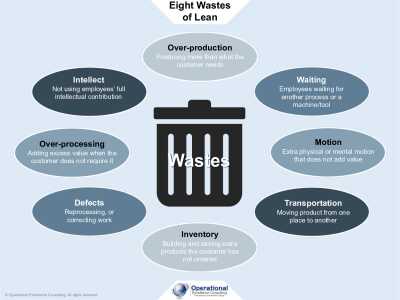
Editor's Note: Take a look at our featured best practice, Eight Deadly Lean Wastes (114-slide PowerPoint presentation). To kickstart a Lean initiative, it's crucial that all employees can spot the eight types of waste, known as "muda" in Japanese. Recognizing waste is the first step in eliminating it. This helps you choose the right Lean methods (like 5S and TPM) for a more efficient organization that serves [read more]
* * * *
There is always much talk about the basic technology (and supplemental technology) solutions that are designed to optimize systems in an effort to work “smarter” in a distribution center or warehouse–to possess a “strategy for speed.”
Managers are now under more pressure than ever (and they should be) to carve out space and optimize throughput. In most cases, the goal is to maximize storage capacity and labor productivity within the same footprint–and do it without breaking the bank.
Here, we describe some techniques, that hopefully you can use to not only get a better understanding of how to meet the pressure, but how to put specific solutions to work that maximize existing space (or new space) and bring labor efficiency to a whole new level!
This, our latest article, spells out what you need to know, the 4 components
The “10 Plus Wastes to attack,”
“5 – potential “design concepts” you can employ,
the performance metrics to “baseline” and continually measure your operations; and
“a summary of the initial steps to take.”
Your overriding objective, I believe, is to implement (within 6-months) a strategy that has a handsome ROI and establishes a hard to beat competitive advantage, transforming your DC or warehouse from a cost center to a profit center–contributing to the bottom line.
Component #1 – The 10 Wastes to Identify Process Improvements
Henry Ford is quoted as saying; “Time waste differs from material waste in that there can be no salvage. Wasted time does not litter the floor like wasted material.” In other words, once time passes, it cannot be retrieved.
I’ll bet you that upwards of 60% of the activities you perform in your DC or warehouse add no value… it’s waste! Your processes and workflows are limited by these constraints. They limit your performance! So, it seems only logical that by identifying and eliminating these wastes, you can attain the greatest potential source of performance improvement. This is a basic “lean thinking” principle.
The objective is an “expected outcome”–in other words, obtaining consistent results at lowest cost.
Now, “Waste 10.1” (below) is just my way of elevating these constraints to the most frequently observed.
These “10.1 wastes” allow me to continue this discussion…
I guess it’s always best to start off with some “real bang for the buck!” So, say hello to a “HVPZ” (high velocity pick zone).
First, through the utilization of flow racking and some conveyors, as you see pictured above, we can address a few design topics and their advantages.
Secondly, utilize the end-game of “Pareto’s Law” (the 80/20 rule). Through basic Pareto ranking, most clients we work with are able to identify products with the highest number of “order hits.” I find that usually a minimum of 500 to 600 SKUs or more can be accommodated in a “HVPZ.” These represent upwards of 50% or more of the order hits experienced.
Thirdly, the utilization of conveyors (automated or gravity fed) eliminates a Picker having to walk, with the product picked, to a staging area. I still see this waste frequently. Why do we cause a Picker to traverse this distance when it’s an accepted fact that 70% of a Picker’s time is spent walking? With a “HVPZ,” the walking distance is dramatically reduced. When properly slotted, product stored in a “HVPZ,” and “taken away” or moved by conveyor, can often result in up to a 50% increase in Picker productivity!
Additionally, flow-rack applications allow product to be re-stocked from the rear and picked from the front (gravity feeding of product to the Picker). Overstocks can be stored above, enabling a quicker and smoother bin replenishment process.
Putting these three (3) attributes together allows a Picker to pick alternatively from one side to the other as they go down the aisle–placing product into plastic totes or cartons–as they make their way down to a packing or staging area (see below) for consolidation and delivery routing.
The “HVPZ” concept is consistent with whether you pick one order at a time, or utilize zone or wave picking (discussed later).
Design Concept #2 – Narrow Aisle Storage – “NAS”
Why do I still observe aisles in DC’s or warehouses that are 11’ to 12’ wide or more? I know the answer: forklifts need to fit through and maneuver, right? Hasn’t anyone heard of “narrow aisle stock pickers” (see right)? You don’t even have to buy this equipment. You can affordably lease it and then own it after 4 to 5 years. Companies I’ve worked with often are able to store another 500 to 1,000 SKUs. More DCs and warehouses should be looking at this for space savings (5-1/2 foot aisles) and particularly to accommodate higher velocity sku’s (high order hits,) for products that don’t fit in a “HVPZ”, because of size or other physical characteristics.
Narrow aisle storage, like flow-racking and conveyors, are a great example of a materials handling solution, not a computer system solution. Best of all, most likely you can continue to use your traditional pallet racking.
Additional Design Concepts
For those of you who still process orders using “discrete picking” methods (one order at time), here’s some other alternatives to consider. Of course you’ll want to investigate whether your ERP/WMS systems provide (or should provide) these features.
As I stated in this white paper’s introduction:
Managers are now under more pressure than ever (and they should be) to carve out space and optimize throughput. In most cases, the goal is to maximize storage capacity and labor productivity within the same footprint – and do it without breaking the bank.
So, these concepts are no longer a “nice to have” decision anymore. Having people move around a warehouse passing the same sku’s, time after time, without considering alternative processes, is no longer an option, if you choose (as I hope you will) to transform your facility from a cost center to a profit center, as a “strategy for speed.”
Design Concept #3 – Batch Picking
Batch picking can be a little “hairy”–particularly, if you are still in the “paper mode” and required to “juggle around” multiple order picking companies have chosen to modify their systems to produce a paper-based “consolidated pick list” (one document to pick from) and then break it down into individual orders after everything in the batch has been picked. Frankly, I rarely see this work all that well as it can become a potential for “order mixing” (errors!).
Some companies shy away from it, because it requires an accumulation of orders to get the benefits of the multiple picking opportunities and therefore is perceived as “delaying” the order and/or inconsistent with delivery commitments. Fortunately, there are mitigating solutions.
Bottom line, batch picking is best used in conjunction with “Zone Picking” and/or “Wave Picking” which I will describe shortly.
Design Concept # 4 – Zone Picking
As we get to zone picking, here represents a major opportunity for additional productivity and performance improvement! As the picture above describes, “everybody picks an order from their own assigned zones.” Everyone is limited to their specifically assigned picking area–“reducing pick travel time.”
Because products in a specific zone may be easier or harder to pick than products from other zones, the type of storage media used, materials handling equipment, product flow, and manpower planning become more critical and mitigating factors. These need to be “matched” to the requirements of the zone.
Zone picking does introduce the element of “consolidating orders,” as everything is picked. Therefore, it’s best conducted in a WMS/RF environment where orders can be more easily tracked as to product staging location and degree of completeness, prior to routing and delivery scheduling.
Design Concept #5 – Wave Picking
As the picture above describes, wave picking is often a combination of zone and batch picking. For the “typical” wholesale distributor, this may be is as far as you’ll get in terms of productivity and performance improvement before you “might” consider “pick-to-light,” carousel picking, or other more exotic methods (and at a substantial cost).
Wave picking in wholesale distribution is a doable option. Particularly, if you have your own fleet of delivery vehicles or ship primarily UPS or FedEx, etc., you have the basis to generate “waves” of orders with common “ship via” or delivery commitment timing.
For instance, let’s say you have 6 of your own trucks that leave each day to make deliveries. Some may travel further distances than others. Most likely that may dictate which truck gets picked and loaded first. Each truck can then be considered a “wave” and those orders, for that truck, are “dropped” into the system for picking – using batch and zone picking methods.
Wave picking, because of its productivity potential, motivates many companies to move to a staggered shifts/late shift or multi-shift/night shift operation. The days of typical 7:30 a.m. to 5:00 p.m. working hours in today’s DC’s or warehouses may slowly be coming to an end as a way for companies to extend their “open for business hours” – and accommodate orders from customers up until 6:00 p.m. or later, as an example.
The increased productivity gained provides them this opportunity to extend their “value” to their customers.
What happens to the “day shift?” Well it’s still pretty important! There’s receiving, put-away, bin replenishment, cycle counting, counter orders, will calls, emergency orders, etc.
Component #3 – Productivity Measurement
As the old adage says: “You can’t manage what you don’t measure…”
I believe there are two important points to make here. First, productivity measurement fills the need to balance business analytics with anecdotal information. It maintains objectivity. Secondly, “baseline productivity measurement” fills the need to know–where you are now before you begin your improvements. What is the ROI that results?
Of course, productivity measurement is ongoing, beyond the “baseline measurement.” It needs to be developed, implemented, and reported on a regular basis.
The picture above is just an example of the type of data required. There is usually more needed to determine whether you are on the path to a “strategy for speed” resulting in transforming your DC or warehouse from a cost center to a profit center.
Component #4 – The Initial Steps to Take
The picture above generally “says it all:”
Uncover and understand the barriers and bottlenecks–the constraints–to overall DC or warehouse performance,
Learn more about available concepts and best practices; and
Measure, measure, measure your “baseline” and the results of your continuous improvement.
Lastly, have a professional provide a “to scale” CAD (computer aided design) drawing of your facility as it is now. It will make it a lot easier to modify and incorporate your concept thinking as it evolves.
Finally…
Back in the early to mid-nineties, new warehouse concepts and technology really came into its own, but many let it pass by or marginally embraced it. Today, competition is intense; national competitors, regional competitors, E-commerce competitors in almost all the industrial supply verticals. It has only made it more imperative to embark on a wide range of warehouse and distribution process improvement initiatives.
This may be the last chance for many wholesale distributors that have historically “kicked the can down the road”; those that have hit the wall on productivity, those who possess a layer of WMS tools that they don’t use, or have not been able to scale sufficiently to meet their drive for growth as well as positively impact distribution transaction costs.
But it’s really more than just about your software. It’s really about processes, lean thinking, developing a strategy for speed and transforming your DC or warehouse from a cost center to a profit center.
What’s your new reality going to be? Let us know if we can help.
This presentation is a collection of specific examples of the eight wastes of Lean, organized according to industry or function. They include: Manufacturing, Product Development, Healthcare, Financial Services, IT Services, Government (Public Sector) and Office (Administrative [read more]
Do You Want to Implement Business Best Practices?
You can download in-depth presentations on Waste Identification and 100s of management topics from the FlevyPro Library. FlevyPro is trusted and utilized by 1000s of management consultants and corporate executives.
For even more best practices available on Flevy, have a look at our top 100 lists:
These best practices are of the same as those leveraged by top-tier management consulting firms, like McKinsey, BCG, Bain, and Accenture. Improve the growth and efficiency of your organization by utilizing these best practice frameworks, templates, and tools. Most were developed by seasoned executives and consultants with over 20+ years of experience.
Readers of This Article Are Interested in These Resources
Many organizations have jumped onto the Lean bandwagon to eliminate waste with the aim of creating customer value, improving quality, reducing costs and shortening lead time.
To eliminate waste, we must first find or discover them. However, for many people who have become so used to their [read more]
The 8 Wastes of Lean Poster defines the eight types of waste based on the Toyota Production System.
The poster is available in two distinct themes: a vibrant color scheme and a professional monochrome version. In both formats, the poster comes in a convenient PDF as well as an editable PPTX [read more]
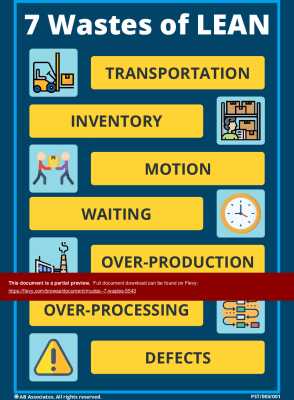
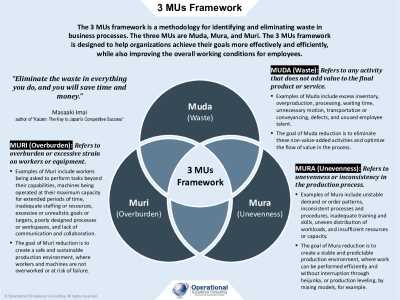
Muda, Mura, Muri form the basis of the entire Lean philosophy. To get the implementation of Lean concepts right in your organization, it is imperative to have a strong understanding of these concepts by everyone.
This poster focuses on Mudas i.e. 7 Deadly Wastes defined in Lean Manufacturing. It [read more]
The 3 MUs poster is a visual aid that provides an overview of the 3 MUs framework for process improvement. The poster features clear and concise definitions of Muda, Mura, and Muri, along with their respective causes and examples.
- Muda refers to any activity that doesn't add value to the [read more]